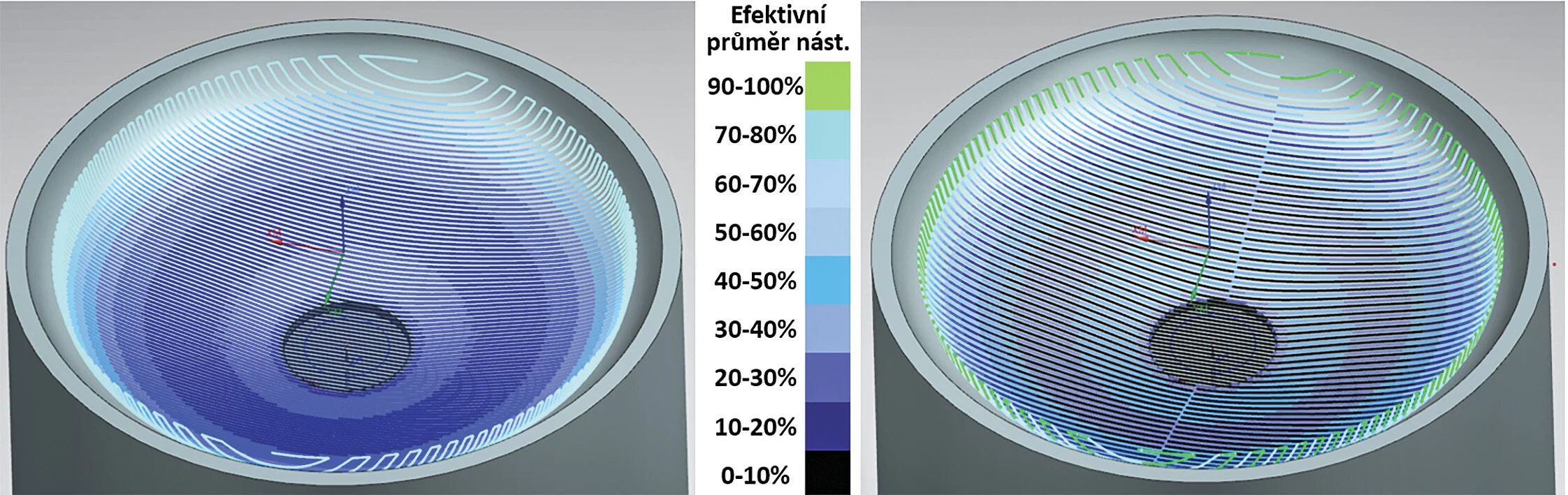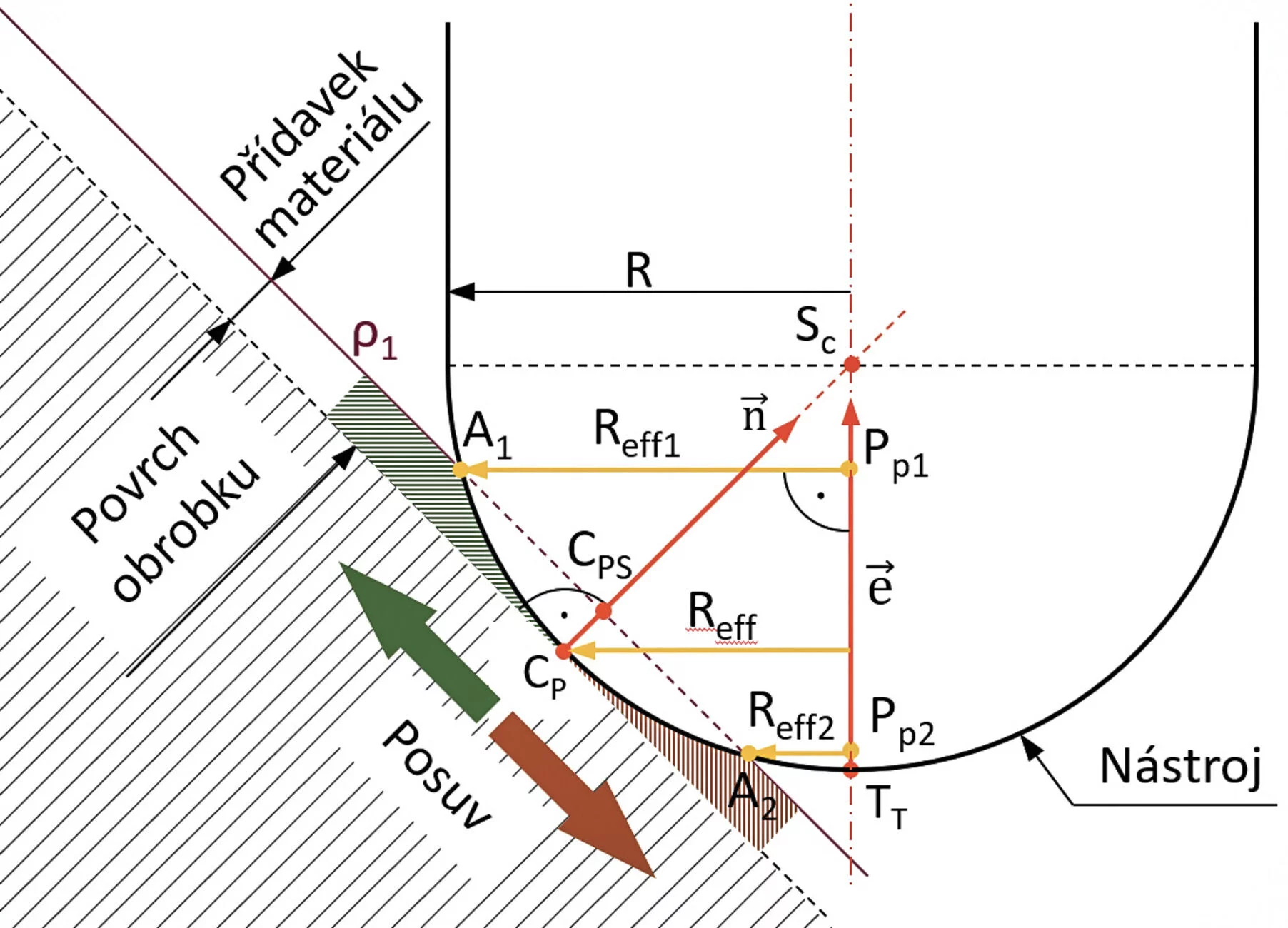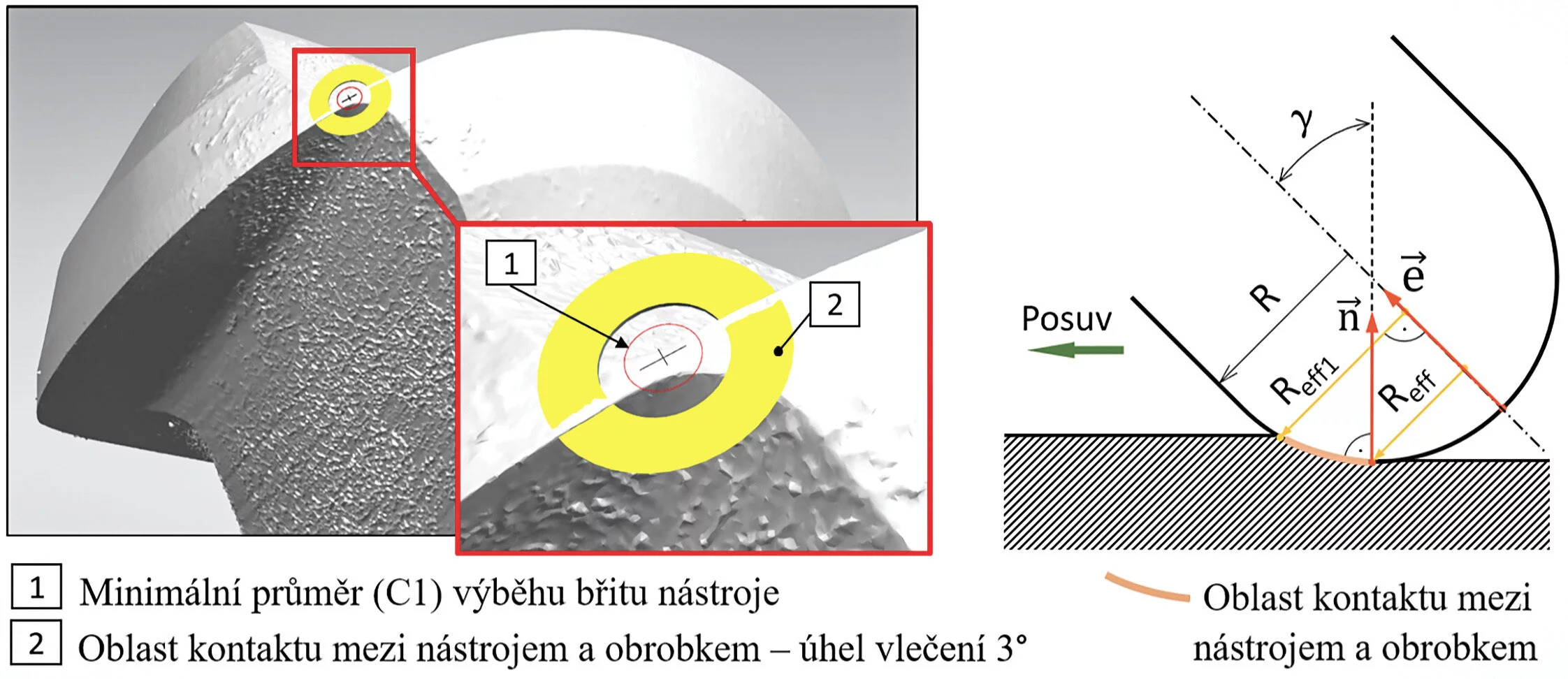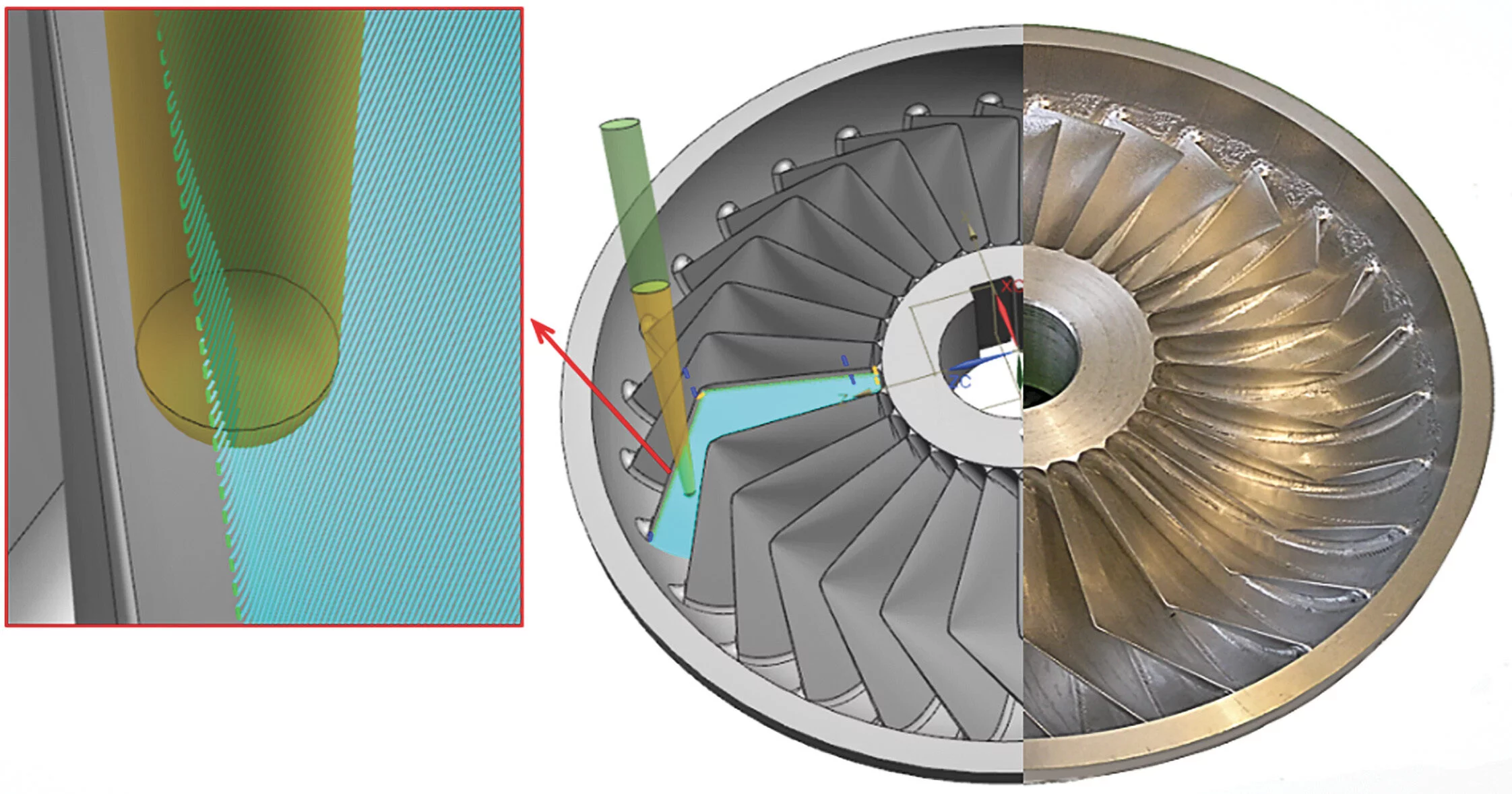
Při tříosém obrábění nástroji s kruhovou řeznou hranou se neustále mění reálný řezný průměr, a tedy i skutečná řezná rychlost. Pro zajištění konstantní řezné rychlosti a konstantního posuvu na zub byla navržena metoda řízení otáček vřetena a posuvové rychlosti, implementovaná do postprocesoru. Při obrábění tak bylo dosaženo snížení strojního času a zvýšení trvanlivosti nástroje.
Článek popisující metodu optimalizace technologických podmínek byl publikován v časopisu MM Průmyslové spektrum, kde je dostupné jeho plné znění.